Незаметный дефект: Почему композитные образцы требуют более глубокой точности
Jun 06, 2026

Тихий саботажник в ваших тестовых данных
Лаборант взвешивает новосинтезированный термопластичный порошок с концентрацией фармацевта. Армирующие волокна распределены идеально. Формула элегантна. Затем она прессует образец, фрезерует его в форму «гантельки» и монтирует для испытаний на растяжение.
Кривая выглядит неправильно. Не драматично неправильно — просто на несколько процентов ниже предел прочности, чуть больше разброс между пятью якобы идентичными образцами. Большинство исследователей обвинят неоднородность материала. Мало кто заподозрит три секунды неконтролируемого охлаждения, создавшие градиент кристалличности внутри образца. Данные не измеряли материал. Они измеряли артефакт формования.
Это тихий кризис в подготовке композитных образцов. Мы тратим миллионы на спектрометры и электронные микроскопы, но часто доверяем самый деликатный этап — превращение порошка или препрега в бездефектный, точный по размерам испытательный купон — оборудованию, разработанному для более простой эпохи.
Психология процесса: Почему мы недооцениваем формование
Люди интуитивно верят, что «тепло плюс давление равняются твердому блоку». Это убеждение опасно. Оно путает наличие температуры и силы с точной хореографией температуры и силы.
Лабораторный горячий пресс — это не разжиренный вафельница. Это реологический прибор в маскировке. Его истинная функция — управлять эволюцией вязкости полимерной матрицы на трех взаимозависимых фазах: предварительный нагрев, выдержка под давлением и контролируемое охлаждение — так, чтобы каждое волокно смачивалось, каждый пузырек устранялся, и каждая кристаллическая область формировалась по продуманным правилам.
Когда эта хореография нарушается, сбой часто незаметен. 2% пустот не меняют цвет образца. Они просто срезают 15% ресурса усталости. И это самый опасный вид ошибки: систематическое смещение, которое вы не видите, но которое незаметно портит каждый вывод, который вы делаете.
Термодавильный узел
Тепло — это не просто энергия
При температурах от 150°C до 185°C полимерная матрица претерпевает глубокое превращение. Ее длинные цепи приобретают достаточную подвижность, чтобы скользить друг мимо друга. Вязкость падает на порядки. В этом узком температурном окне материал может заполнять микроскопические углы формы и глубоко смачивать армирующие волокна.
Но у каждого полимера есть тепловой бюджет. Превысьте его, и начнется разрыв цепей. Матрица деградирует еще до того, как попадет на испытательный стенд. Точный горячий пресс уважает этот бюджет с помощью равномерного, ПИД-регулируемого нагрева плит — без горячих точек, без гадания.
Давление как инструмент удаления пустот
Приложите от 20 до 45 МПа давления, и произойдет нечто замечательное: захваченный воздух и летучие побочные продукты начинают растворяться в расплаве или мигрировать вдоль границ, пока не покинут край формы. Материал превращается из набора разделенных частиц в сплошную, плотную монолитную структуру.
Недопрессуйте, и микропузырьки останутся концентраторами напряжений. Перепрессуйте, и вы можете раздробить хрупкие армирующие элементы или заставить матрицу выдавиться из формы. «Золотая середина» узка, воспроизводима только с помощью калиброванных гидравлических систем и точного контроля силы.
Проблема охлаждения
Большинство лабораторных обсуждений сосредоточены на нагреве. Но скорость охлаждения определяет конечную микроструктуру. Закалите слишком быстро, и вы заморозите аморфные цепи в нестабильном состоянии, создав внутренние остаточные напряжения. Охлаждайте слишком медленно, и вы можете уйти в крупную сферолитическую кристалличность, изменив жесткость и поведение при ударе.
Равномерное охлаждение по всей поверхности плиты — часто достигаемое с помощью внутренних водяных контуров или точно регулируемого воздушного охлаждения — гарантирует, что каждый образец в партии кристаллизуется при одинаковой тепловой истории. Иначе вы сравниваете снежинки, а не стандартизированные образцы.
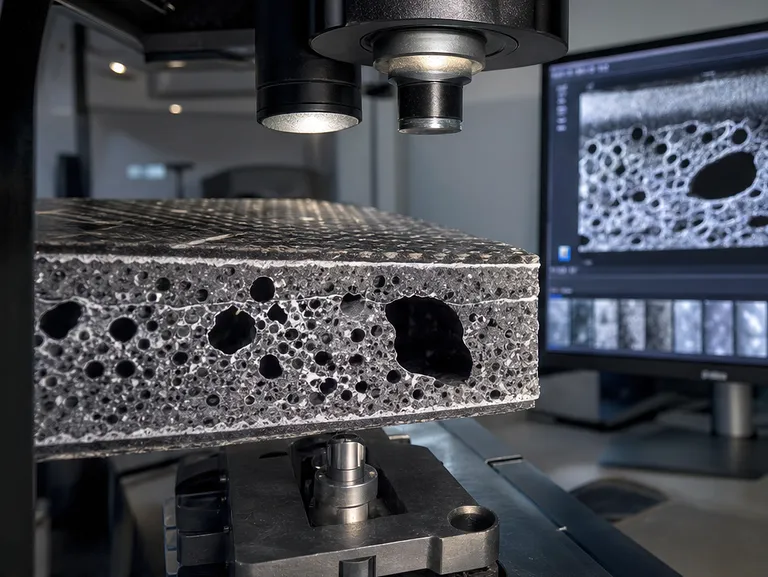
Как дефекты прячутся на виду
Композитные образцы могут выглядеть идеально для невооруженного глаза и при этом быть глубоко compromised.
- Подповерхностные пустоты: Видны только после поперечного сечения. Они снижают межслоевую прочность на сдвиг до 20%, но не оставляют следов на поверхности.
- Градиенты плотности: Вариации плотности от края к центру могут отклоняться менее чем на 1%, но они смещают места инициирования разрушения, делая режимы разрушения непредсказуемыми.
- Микрошероховатость поверхности: Когда плиты не отполированы до плоскостности на уровне микронов, проскальзывание захвата при испытаниях на растяжение вносит артефакты, которые списывают на жесткость материала.
- Войлок остаточных напряжений: Образец, который слегка сворачивается после извлечения из формы, уже запас упругую энергию. Он будет вести себя иначе под нагрузкой, чем образец без напряжений, даже если оба из одной партии.
Это не проблемы материала. Это проблемы формования, замаскированные под проблемы материала. И они подрывают самый ценный товар в исследованиях: доверие.
Три фазы, определяющие правду образца
Хорошо выполненный цикл горячего прессования разворачивается в трех продуманных актах.
Фаза 1: Предварительный нагрев и «Дыхание» Набор формы доводится до целевой температуры с минимальным начальным давлением, позволяя материалу размягчиться и любым крупным воздушным карманам выйти до начала полной уплотнения. Короткий цикл «дыхания» — моментальное сброс давления — может дополнительно продуть летучие вещества.
Фаза 2: Полное уплотнение под выдержкой давления Как только матрица достигает температуры течения, прикладывается и поддерживается высокое давление. Это момент уплотнения. Время выдержки должно быть достаточно долгим, чтобы полимерные цепи проникли в пучки волокон, а остаточный газ растворился, но не настолько долгим, чтобы началась деградация. Для некоторых матриц всего 30 секунд лишней выдержки могут опустить молекулярный вес ниже спецификации.
Фаза 3: Контролируемое затвердевание Давление поддерживается, пока начинается охлаждение. По мере затвердевания матрицы ее объем уменьшается. Поддержание давления в течение этого сжатия предотвращает расслоение и гарантирует, что образец сохранит свои размеры формования. Скорость охлаждения — естественная, принудительная воздушная или водяная — определяет конечную кристалличность и профиль остаточных напряжений.
Лабораторный горячий пресс, управляющий этими фазами с цифровой точностью, дает вам не просто образцы, а прослеживаемость процесса. Вы знаете точно, что испытал каждый образец. Это основа воспроизводимой науки.
Когда хорошие материалы портятся
| Фактор риска | Скрытое последствие | Как точное формование предотвращает это |
|---|---|---|
| Неравномерная температура плит | Непостоянная вязкость расплава по листу; дефекты кромки в некоторых образцах | ПИД-регулируемые множественные зоны нагрева с активным мониторингом плит |
| Переброс давления | Разрыв волокон, особенно в однонаправленных препрегах | Гидравлическое сервоприводное управление с замкнутым контуром и программируемыми рампами |
| Преждевременное охлаждение | Формирование поверхностной «кожи» до полного уплотнения; внутренняя пористость | Синхронизированные профили температура-давление, поддерживающие состояние расплава до завершения уплотнения |
| Неравномерная толщина | Размеры вне спецификации по ASTM/ISO; аннулирует сравнение между партиями | Точность шлифованные параллельные плиты с дополнительными прокладками толщины |
| Вариация вулканизации/отверждения | Непостоянная плотность сшивки в эластомерных матрицах | Программируемые многоступенчатые профили отверждения с журналированием данных в реальном времени |
Эта таблица не теоретическая. В исследованиях композитов из резиновой шлаковой пыли отклонение на 3°C при вулканизации может сместить модуль упругости на 8%. В термопластичных нанокомпозитах разница давления в 1 МПа меняет планарное выравнивание наполнителей из нитрида бора, изменяя сквозную теплопроводность на измеримую величину. Точность — не роскошь; это разница между сигналом и шумом.
Решение под плитой

Когда вы стоите перед современным лабораторным горячим прессом, вы видите сталь и гидравлику. То, что вы получаете — это движок принятия решений для контроля микроструктуры.
Современные прессы интегрируют вакуумные камеры для откачки летучих веществ до того, как они станут захваченными пузырьками, программируемые кривые сила-перемещение, предотвращающие переуплотнение, и быстрое водяное охлаждение, замораживающее желаемое кристаллическое состояние по всей партии. Лучшие из них не просто подают тепло и давление — они обеспечивают термомеханический протокол, воспроизводимый как стандартная лабораторная методика.
Здесь оборудование действительно становится партнером в исследованиях. В нашем экспертном лабораторном подразделении мы предоставляем полные решения для подготовки образцов, специально созданные для материаловедения. Наша линия гидравлических прессов включает стандартные лабораторные прессы, прессы для таблеток XRF, горячие прессы с вакуумной способностью для бездефектного формования, а также холодные и теплые изостатические прессы для сложных геометрий уплотнения порошков. Эти системы разделяют общую философию дизайна: доставлять точность, необходимую для полного доверия к вашим образцам.
Помимо пресса, по-настоящему интегрированный рабочий процесс подготовки также учитывает восходящие шаги. Размер и форма частиц напрямую влияют то, как порошки уплотняются и текут при нагреве. Поэтому наше дополнительное оборудование — планетарные шаровые мельницы, струйные мельницы, криогенные дробилки с жидким азотом и вибрационные ситовые грохоты — помогает вам контролировать всю цепочку от сырого порошка до конечного образца. Однородный, хорошо охарактеризованный порошок, спрессованный при идеальном тепловом контроле, дает данные, которые вы можете защитить.
Романтика инженера

В наблюдении за тем, как хаотичная куча порошка превращается в глянцевый, плоский, структурно идеальный лист под нежной, невидимой хореографией температуры и силы, есть тихая красота. Полимерные цепи, которые когда-то были запутаны и неподвижны, теперь текут, выравниваются и блокируются в инженерном порядке. Воздух, который когда-то разделял частицы, исчез, заменен молекулярным контактом на каждой границе.
Это превращение не магия. Это термодинамика, механика жидкости и теплопередача — дисциплины достаточно старые, чтобы казаться романтичными для любого, кто создает вещи, которые не должны ломаться. И образцы, выходящие из тщательно управляемого горячего пресса, — не просто образцы. Это честное физическое выражение истинного характера материала. Никаких скрытых дефектов. Никаких оправданий. Только тихая уверенность, что то, что вы измеряете, — это то, что вы создали.
Инженерируете ли вы следующее поколение термопластичных композитов для аэрокосмоса, оптимизируете эластомерные демпферы или разрабатываете биополимерные матрицы, требующие самых нежных тепловых профилей, ваш процесс формования — это мост между формулой и правдой. Переходите его с осторожностью.
Быстрые ссылки
Рекомендуемые товары
Однопуансонный таблеточный пресс 6 тонн Лабораторное оборудование для прессования порошков и гранул Машина для формирования таблетокДополнительное чтение
От пыли к данным: как прецизионные лабораторные прессы формируют истину в испытаниях минералов Слои, которые не хотят лежать ровно: почему девять керамических листов требуют лабораторного пресса, работающего с точностью до микрона Невидимая точка отказа: Как вакуумные системы внутри гидравлических прессов спасают искусственный камень от самого себя Трещины, которые вы не видите: Как ошибки прессования саботируют самоупрочняющуюся керамику Beta-Si3N4 Трещина в тигле: Системный подход к созданию идеальных мишеней из феррита висмута и скрытая физика порошкового прессованияPowderPreparation
Last updated on May 15, 2026


