Слои, которые не хотят лежать ровно: почему девять керамических листов требуют лабораторного пресса, работающего с точностью до микрона
May 17, 2026

Тихий излом в печи
Вы открываете печь для спекания, ожидая получить монолитную керамику. А вместо этого находите книгу, развалившуюся в огне — слои отслаиваются, края покрыты сетью микротрещин. Никто не ожидал такого. Зеленый компакт выглядел идеально. Но идеальность при комнатной температуре — это иллюзия, которую высокая температура разбивает мгновенно.
Проблема возникла за несколько часов до этого в лабораторном прессе, который неправильно передавал усилие прижатия.
Большинство дефектов многослойной керамики — это не дефекты материала. Это дефекты контроля. Они возникают потому, что пресс создает неравномерное давление, оставляя после себя скрытые перепады плотности, которые становятся заметными только при усадке изделия при 1600 °C.
Девять листов, единое целое
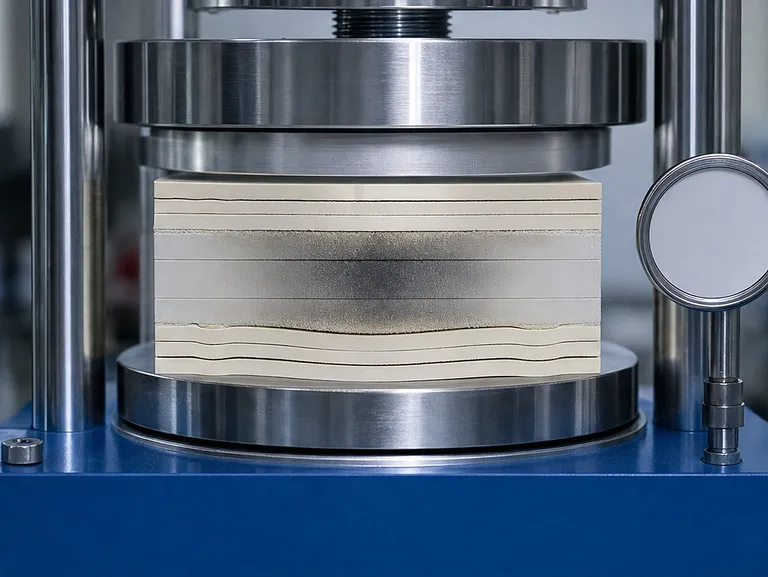
Ламинат из глинозема-муллита-циркония (AMZ) — это не единое изделие. Это стопка из девяти отдельных слоев, каждый толщиной всего 35–40 микрометров, скрепленных обещанием равномерного давления. Обещание простое: Каждая частица в каждом слое должна испытывать одинаковое усилие.
Человеческий глаз не видит слой толщиной 40 микрон. Он тоньше частицы пыли, парящей в солнечном свете. Но в этом тончайшем слое закладывается вся будущая механика высокопроизводительной керамики. Если пресс прижимает левый край сильнее правого, слои слева уплотняются больше. При спекании они дают меньшую усадку. Правая сторона усаживается сильнее. Возникающее напряжение не дает о себе знать до тех пор, пока печь не остынет, и ламинат не «вспоминает», что он никогда не был единым целым.
В этом заключается суть точной инженерии: мы закладываем доверие в невидимые размеры.
Градиенты плотности — это жидкость, которая считает себя твердым телом
Что на самом деле делает пуансон пресса
Когда гидравлический пресс опускается на порошок или стопку лент, полученных методом литья на ленту, он не просто «сплющивает» их. Он управляет медленной лавиной частиц. Частицы скользят, поворачиваются и переупаковываются. Поры схлопываются. Связующее размягчается и перераспределяется. Этот процесс требует времени и, прежде всего, равномерности.
Пресс, создающий кратковременный скачок усилия, формирует корку высокой плотности над мягкой внутренней частью. Пресс, у которого давление отклоняется на 2 % между циклами, вносит 2 % неопределенности в размеры спеченного изделия. В научных исследованиях эти 2 % сводят на нет статистическую значимость результатов. В производстве они снижают рентабельность.
Скрытый механизм отказа
Даже если слои изначально хорошо соединились, неравномерное уплотнение накапливает упругую энергию. Во время выгорания органики — когда связующее испаряется — эти напряженные участки расслабляются как маленькие пружины. Результатом становится расслоение, которое выглядит как дефект изготовления, но на самом деле является дефектом прессования, проявившимся с задержкой по времени.
Психологическая цена нестабильной работы пресса — это сомнение. Вы перестаете доверять своим результатам. Вы делаете дополнительные повторения опытов. Вы ужесточаете контроль всех остальных переменных, не понимая, что переменной является сам пресс.
Почему давлению нужна память
Выдержка под давлением как процесс согласования
Зерно керамического порошка не мгновенно занимает идеальное положение. Ему нужно время для укладки — выдержка при максимальной нагрузке, когда пресс остается неподвижным и позволяет структуре частиц расслабиться. Это не время простоя. Это активное взаимодействие между силой и трением.
Лабораторные прессы с цифровым контролем давления делают этот процесс видимым. Вы видите, как нагрузка стабилизируется, как выравнивается кривая, и точно знаете, что микроструктура достигла равновесия. Это знание заменяет догадки твердыми данными.
Необходимость медленного нагружения
Для сверхтонких листов AMZ скорость нагружения становится параметром, от которого зависит качество. Если пуансон движется слишком быстро, воздух, попавший между слоями, не успевает выйти. Он сжимается, а затем расширяется при сбросе давления, образуя чечевицеобразные поры. Высокоточный пресс, способный медленно, плавно наращивать усилие — часто со скоростью доли миллиметра в секунду — превращает механическую операцию в процесс выдавливания воздуха, равномерную укладку слоев.
Таблица, объясняющая причины дефектов
Вот что должен обеспечить пресс и какие проблемы он предотвращает:
| Ключевое требование | Преимущество для ламинатов AMZ | Психологический комфорт, который оно дает |
|---|---|---|
| Равномерное распределение давления | Бесшовное соединение слоев толщиной 35–40 мкм | Уверенность, что все участки изделия получат одинаковую плотность |
| Точный контроль давления | Устранение внутренних градиентов плотности | Избавление от опасения скрытой коробления |
| Высокая плотность упаковки (>85% от теоретической) | Максимальное перераспределение частиц | Уверенность в конечной механической прочности |
| Цифровой контроль и коррекция дрейфа | Идентичные условия от партии к партии | Доверие к воспроизводимости ваших собственных результатов |
| Возможность медленного нагружения | Отсутствие захвата воздуха между тончайшими слоями | Спокойствие, когда вы закрываете дверь печи |
Инженерная магия точного пресса
Есть своя инженерная эстетика в машине, которая может создавать усилие, сравнимое с весом небольшого автомобиля, при этом регулируя его с точностью до нескольких десятков ньютонов. Это отвечает глубокому желанию человека контролировать то, что он не может увидеть.
Высокоточный лабораторный гидравлический пресс не только формует керамику. Он формирует доверие между ученым и результатом исследования. Он превращает стохастический процесс уплотнения частиц в детерминированное искусство. Когда девятислойный ламинат AMZ выходит из спекания ровным и цельным, это не магия. Это память равномерного давления, заложенная в каждое зерно.
Создание полной экосистемы для получения зеленого компакта
Конечно, пресс никогда не работает в одиночку. Он стоит после всех остальных этапов подготовки. Чистота порошка, гранулометрический состав после шаровой или струйной помола, однородность смеси, полученная при обезпеном смешивании — все эти факторы сходятся в момент прессования.
Наш подход заключается в том, чтобы рассматривать подготовку образцов не как последовательность отдельных операций на разных установках, а как единую систему с одной общей целью: получить настолько однородный зеленый компакт, что в нем не будет заметно внутренних границ между слоями. От криогенных измельчителей, сохраняющих структуру термочувствительных фаз, до щековых дробилок, запускающих каскад измельчения частиц — каждый единица оборудования сохраняет возможность достижения точности к тому моменту, когда пуансон наконец опустится.
Независимо от того, требует ли ваша задача стандартного лабораторного пресса, холодного или теплого изостатического прессования (ХИП/ТИП) для создания равномерного давления по всему объему изделия или вакуумного горячего пресса, совмещающего уплотнение и спекание, архитектура контроля остается неизменной.
Выбор вашего подхода к работе с давлением
- Если для вас на первом месте структурная надежность, выберите пресс, способный поддерживать стабильную выдержку под давлением — в течение нескольких минут с неизменным усилием.
- Если для вас на первом месте размерная точность, требуйте цифрового контроля давления с регистрацией каждого цикла, чтобы каждая партия была воспроизводимой.
- Если для вас на первом месте тонкопленочные ламинаты, настаивайте на программируемой медленной скорости нагружения, при которой толщина в 40 микрон рассматривается как важная технологическая область, а не второстепенный параметр.
Итоговое правило

Керамика разрушается при концентрации напряжений. Зеленые компакты разрушаются при концентрации давления. Оба вида отказа имеют общую коренную причину: отсутствие однородности.
Девятислойный ламинат AMZ — это проверка. Он спрашивает: Сможете вы прессовать достаточно мягко, чтобы сохранить слои, но достаточно сильно, чтобы превратить их в единое целое? Ответ заключается не только в усилии, а в контроле. Когда у вас есть пресс, который помнит, что он делал в прошлый раз, и повторяет операцию с цифровой точностью, вы перестаете бороться с изменчивостью и начинаете создавать надежность.
Ваш следующий зеленый компакт может выйти из печи как памятник точности или как еще одна загадка с трещинами. Разница заключается в решениях, принятых в микронном масштабе задолго до того, как тепло коснется керамики.
Быстрые ссылки
Рекомендуемые товары
Ручной таблеточный пресс с двушкальным манометром для подготовки проб в фармацевтических, пищевых и химических лабораториях Однопуансонный таблеточный пресс 6 тонн Лабораторное оборудование для прессования порошков и гранул Машина для формирования таблеток 5-тонная однопуншонная таблеточная машина для лабораторий и мелкосерийного производства Одноударный таблеточный пресс с переменной частотой 6 тонн Универсальная лабораторная измельчмельница для переработки порошка малыми партиями и исследований в области материаловеденияДополнительное чтение
Скрытые механизмы плотности: Как простой пресс превращает хрупкий порошок в неразрушимые композиты Правда весом в 15 тонн: почему ваш элементный анализ так же хорош, как и ваш прессованный образец Трещина в тигле: Системный подход к созданию идеальных мишеней из феррита висмута и скрытая физика порошкового прессования Момент истины в композитах с твердой смазкой: почему гидравлический пресс решает всё Печь ждет, но договор уже заключен: Как прецизионная обработка порошка и уплотнение формируют надежность ядерного топливаPowderPreparation
Last updated on May 14, 2026
Связанные товары

Ручной таблеточный пресс с двушкальным манометром для подготовки проб в фармацевтических, пищевых и химических лабораториях

Однопуансонный таблеточный пресс 6 тонн Лабораторное оборудование для прессования порошков и гранул Машина для формирования таблеток

5-тонная однопуншонная таблеточная машина для лабораторий и мелкосерийного производства

Одноударный таблеточный пресс с переменной частотой 6 тонн

Универсальная лабораторная измельчмельница для переработки порошка малыми партиями и исследований в области материаловедения

Высокоскоростная маятниковая лабораторная дробилка для тонкого измельчения порошка и подготовки проб

Автоматический вибрационный питатель для лабораторной обработки материалов. Прецизионный вибрационный бункерный питатель для работы с гранулированными и порошковыми материалами. Промышленный вибрационный лотковый питатель для стабильной подготовки проб ма

Высокоскоростная малая лабораторная дробилка для подготовки проб сухих материалов

Лабораторная дисковая мельница для измельчения материалов средней твердости: уголь, кокс, руда

Лабораторная дисковая мельница для подготовки проб руд и минералов

Многофункциональная высокоэффективная высокоскоростная лабораторная мельница

Высокоскоростная мельница-измельчитель для проб малого объема в лабораторных условиях

Малый высокоскоростной лабораторный измельчитель для быстрой подготовки проб

Лабораторная малая щековая дробилка 100x60мм

Лабораторная щековая дробилка с увеличенной высотой под заказ для точной подготовки проб в материаловедении

Лабораторная двухвалковая дробилка для подготовки проб материалов средней твердости: угля, руды

Лабораторный ножевой измельчитель для гомогенизации проб большого объема и подготовки пищевых продуктов

Высокоскоростная лабораторная порошковая мельница для подготовки проб малых серий

Лабораторная щековая дробилка Модель 2025 для дробления руд и хрупких материалов





